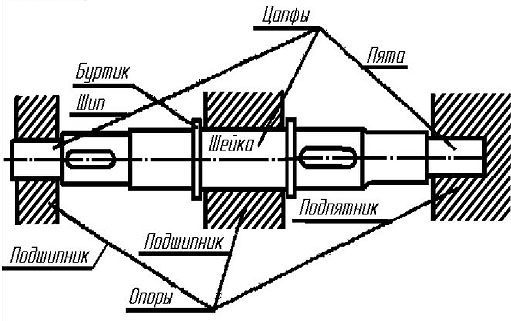
Цапфа — опорная часть валов и осей, которая передает действующие на них нагрузки корпусным деталям.
Шейка — цапфа в средней части вала.
Шип — концевая цапфа, передающая на корпус только радиальную, или радиальную и осевую нагрузки одновременно.
Пята — концевая цапфа, передающая только осевую нагрузку.
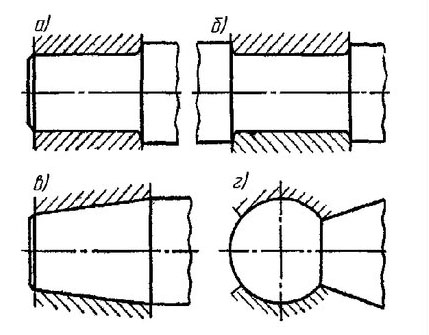
Цапфы могут иметь форму различных тел вращения — коническую (в), цилиндрическую (а, б) и сферическую. (г). Шейки и шипы чаще всего выполняют в форме цилиндра.
Цапфы валов для подшипников качения характеризуются меньшей длиной, чем цапфы для подшипников скольжения. Исключение составляют конструкции с двумя подшипниками качения в опоре. Как правило, цапфы для подшипников качения выполняют цилиндрическими. В редких случаях применяют конические цапфы с малой конусностью - для регулирования зазоров в подшипниках упругим деформированием колец.
Требования к поверхности цапфы
Цапфы валов в зависимости от назначения последних обрабатываются тонким точением до 7 или 8 класса шероховатости ( чистоты), шлифованием - до 8 - 10 классов, полированием - до 9 - 13 классов и другими отделочными операциями - до 10 - 14 классов. Рабочие поверхности вкладышей обрабатываются протягиванием или развертыванием до 6 - 8 классов, шабрением - до 6 или 7 класса, тонким растачиванием - до 7 или 8 класса.
Цапфы для подшипников нередко выполняют с резьбой или другими средствами для закрепления колец.
Цапфы валов, испытывающие повышенный износ, могут быть подвергнуты поверхностному упрочнению дробеструйным наклепом или обкаткой роликами.
Дефекты и восстановление поверхностей цапфы
Основными дефектами являются износ цапфы и посадочных мест, которые могут быть восстановлены путем их обработки под ремонтный размер, установкой дополнительной детали, наплавкой, гальваническими покрытиями, металлизацией.
Ручную наплавку цапф осей производят стальными электродами УМ-7, ОММ-5,Ун-250, рассредоточенными валиками, направленных параллельной оси детали, а также по спирали, что позволяет избежать коробления детали. Наплавку ведут под напряжением 20-22В силе тока 120-125А. Твердость наплавленного металла должна быть выше твердости основного металла детали. Применяется также восстановление оси автоматической наплавкой под слоем флюса и вибродуговой наплавкой.
Её применение вызвано качеством наплавляемого слоя, производительностью в 8-10 раз большей, чем ручной электродуговой наплавки, и коэффициентом наплавки в 1,5-2 раза. Настраивают установку (станок) для автоматической наплавки под слоем флюса. Наплавка производится следующим образом. Устанавливают деталь на станок. Нагревают газовыми горелками шейки до 250-300 °С и поочередно производят наплавку шеек в один слой. Очищают от шлака и вновь производят нагрев шеек до 480-580°С. После этого шейки обвертывают в два слоя асбестовым полотном, обеспечивая медленное естественное охлаждение. Производят визуальный контроль мест наплавки, устраняют отдельные дефекты. Затем протачивают на токарном станке до размеров по чертежу.
После этого производят окончательный контроль как по размерам, так и по поверхности наплавки (возможны возникновение трещин и отслоения наплавленного слоя). Рекомендуется проводить ультразвуковую дефектоскопию наплавленных шеек. При большом износе ось подвергают меттализации напылением с последующей механической обработкой. Для напыления посадочной поверхности применяют проволоку У7, У10,У11 диаметром 1,2-1,8 мм. Напыление производят металлизационным пистолетом, закрепленном в суппорте токарного станка. Режим металлизации следующий: скорость вращения оси 2-2,5 мм/об, сила тока 90А, напряжение 35-40В, толщина наносимого за один проход слоя металла 0,7-1 мм. Припуск на механическую обработку 0,4-08 м, под шлифовку 0,2-0,3 мм.